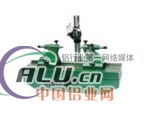


产品描述
新式偏摆检查仪主要用于检查轴类,盘类等高精度零件的径向,圆跳动和斜向端面的圆跳动。新式偏摆检查仪的特色:精度高,配有一对莫氏4#硬质优异,提高了偏摆仪的测量精度,加大了被侧零件的支撑分量。外表规划准确合理,前后、摆布调理平稳自若,操作便利,表架钢性好,提高偏摆检查仪的灵敏性,格外适用于精细零件的检验。
测量过程:
1、径向圆跳动的测量:
⑴将零件擦净,置于偏摆仪两优异之间(带孔零件要装在心轴上),使零件滚动自加,但不答应轴向串动,然后固紧二优异座,当需求卸下零件时,一手扶着零件,一手向下按手把L即取下零件。
⑵将百分表装在表架上,使表杆经过零件轴心线,并与轴心线大至笔直,测头与零件外表触摸,并压约缩1~2圈后紧固表架。
⑶滚动被测件一星期,记下百分表读数的非常大值和较小值,该非常大值与较小值之差,为I-I截面的径向圆跳动差错值。
⑷测量应在轴向的三个截面上进行 ,取三个截面中圆跳动差错的非常大值,为该零件的径向圆跳动差错。
2、端面圆跳动的测量:
⑴将杠杆百分表夹持在偏摆检查仪的表架上,缓慢移动表架,使杠杆百分表的丈量头与被测端面触摸,并予压0.4mm测杆的准确方位。
⑵滚动工件一星期,记下百分表读数的非常大值和较小值,该非常大值与较小值之差,即为直径处的端面跳动差错。
⑶在被测端面上均匀分布的三个直径处丈量,取其三个中的非常大值为该零件端面圆跳动差错。
新式偏摆检查仪主要技术参数:
1、径向反转精度0.001mm
2、侧导轨在全长上对两项尖边线的平行度0.005mm(A03型)、0.008(A05型)、0.02mm(A10型)
3、被测零件非常大直径250mm
4、被测零件非常大长度300mm 500mm 1000
相关推荐
其他供应
-
单价:0 元
-
单价:0 元
-
单价:0 元
-
单价:0 元
-
单价:199 元
-
单价:0 元
-
单价:0 元
-

单价:0 元
相关推荐
免责申明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责,铝道网对此不承担任何保证责任。为保障您的利益,我们建议您选择铝道网的 铝业通会员。友情提醒:请新老用户加强对信息真实性及其发布者身份与资质的甄别,避免引起不必要
风险提示:创业有风险,投资需谨慎。打击招商诈骗,创建诚信平台。维权举报:0571-89937588。