产品描述
风机叶片堆焊 叶轮堆焊 阀门密封面堆焊 截齿加耐磨堆焊耐磨堆焊层堆焊材料特点
1. 等离子弧堆焊材料。选用20CrMnTi和20CrMnMo作为截齿母材,粉末填充材料的合金系统为CrMoVTi,该工艺采用先完成堆焊层,后进行硬质合金刀头钎焊工艺顺序,利用钎焊热循环对等离子堆焊层进行二次硬化处理,获得硬度不降反升的堆焊层。
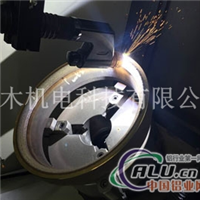
2. 堆焊焊材Ni60+WC。首先采用钨极氩弧堆焊方法将Ni60+WC材料堆在截齿刀头防护部位,然后再用高频感应法熔覆Ni60+WC涂层。堆焊层的硬度可达60~63HRC。
3. 等离子弧堆焊材料的应用
据资料报道,在20CrMnTi和 20CrMnMo钢制截齿体头部、钎焊孔周边部位,采用等离子弧分两次堆焊耐磨合金层,该合金层上端距钎焊缝小于2mm,下端距钎焊缝大于30mm.利用等离子弧堆焊高温热循环,使齿头心部退火软化,有利于钻削钎焊孔加工。随后,在对硬质合金刀头的钎焊过程中,由于加热温度较高,堆焊层金属不可避免发生高温回火,堆焊层中大量强碳化物形成元素Mo、V、Ti、Cr使碳化物析出,导致堆焊层金属产生所谓二次硬化现象,终,堆焊层硬度反而升高,达到HV700左右。井下工业试验表明,等离子弧堆焊工艺彻底解决了钎焊过程对齿头造成的退火软化难题,延长了硬质合金刀头的服役期。新工艺生产截齿的总体寿命,达到传统工艺生产同类截齿的2倍以上,制造成本降低20。然而,也有资料表明,等离子弧堆焊设备比较复杂,价格也较高,消耗的氩气量比钨极氩弧堆焊多得多,对焊工的要求较高,所以堆焊成本高。
相关推荐
其他供应
-

单价:1111 元
-

单价:19999 元
-

单价:1111 元
-

单价:11111 元
-

单价:11111 元
-
单价:1111 元
-

单价:11111 元
-

单价:1111 元
相关推荐
免责申明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责,铝道网对此不承担任何保证责任。为保障您的利益,我们建议您选择铝道网的 铝业通会员。友情提醒:请新老用户加强对信息真实性及其发布者身份与资质的甄别,避免引起不必要
风险提示:创业有风险,投资需谨慎。打击招商诈骗,创建诚信平台。维权举报:0571-89937588。